铜箔激光切割为何成为精密制造“标配”?鑫镭激光破解超薄材料加工难题
在新能源汽车、消费电子、5G通信等产业高速发展的今天,铜箔作为锂电池负极集流体、柔性电路板(FPC)和印刷电路板(PCB)的核心导电材料,其加工质量直接决定着终端产品的性能与安全。然而,铜箔厚度往往仅有6μm至135μm,纤薄如纸、柔软易损。如何实现高精度、无毛刺、无热变形的切割,一直是困扰行业的痛点。激光切割机的出现,为这一难题提供了近乎完美的解决方案。
一、传统工艺的“天花板”:铜箔加工为何难?
过去,铜箔切割主要依赖刀模冲压或化学蚀刻。刀模切割容易产生毛刺和变形——毛刺可能刺穿锂电池隔膜导致短路,变形则影响导电性能;化学蚀刻工艺复杂、污染大,且难以适应多品种小批量的柔性生产需求。更为关键的是,铜对红外激光的吸收率极低(约5%),导热极快,采用传统光纤激光切割时热量迅速扩散,极易导致边缘碳化、翘曲变形。
二、激光切割机的“破局之道”:冷光源成就精密切割
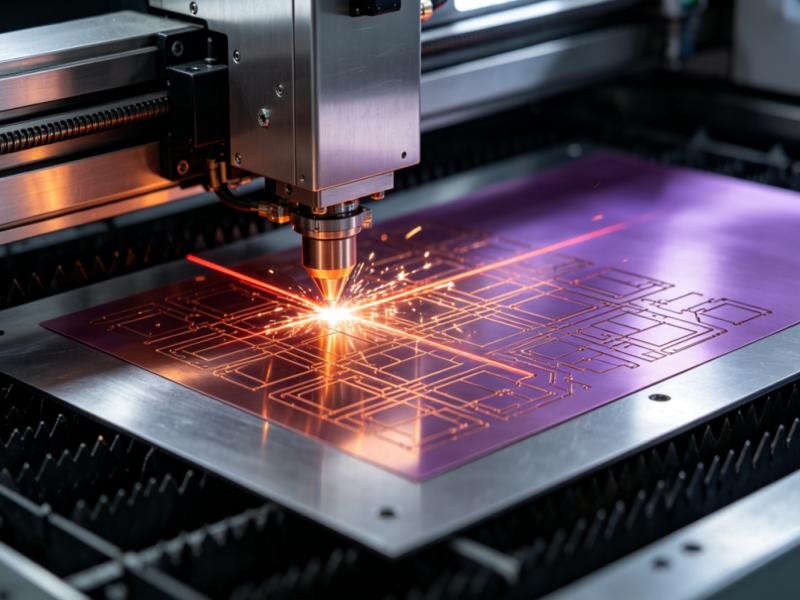
针对铜箔的特殊材料属性,紫外激光切割机凭借“冷加工”特性脱颖而出。355nm紫外激光波长短、材料吸收率高(铜对紫外光的吸收率比1064nm红外光高10-20倍以上),通过极窄的脉冲宽度(<25ns)实现材料的瞬间气化,对加工面内层及附近区域几乎不产生加热或热变形。这种加工方式带来的优势是革命性的:
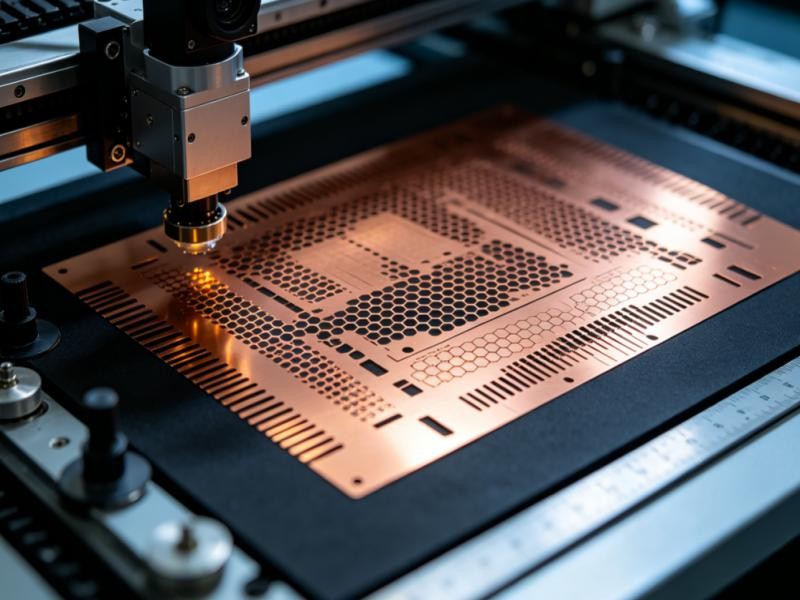
切割边缘光滑无毛刺——紫外激光通过“光化学作用”直接破坏材料分子键,几乎不产生热影响区,边缘无碳化、无毛刺、无熔融残留。在锂电池极耳切割中,毛刺尺寸可控制在10μm以内,极大降低了电池内部短路风险。
微米级加工精度——激光切割机可轻松实现±10μm甚至更高的轮廓精度,满足锂电池极耳、FPC精细线路等复杂图形的高精度加工需求。
无机械应力损伤——激光是非接触式加工,无工具磨损,彻底消除传统冲压、模切带来的机械应力,避免薄如蝉翼的铜箔变形、毛刺或压痕。
柔性高效——无需开模,通过软件即可瞬间切换切割图形,特别适合多品种、小批量及快速迭代的生产场景。
清洁环保——加工过程基本无粉尘(相比机械切割),更清洁,符合绿色制造趋势。
三、鑫镭激光:以专业设备赋能铜箔精密加工
作为一家深耕激光设备领域的高新技术企业,鑫镭激光(深圳市鑫镭创科自动化科技有限公司)成立于2014年,总部位于深圳坪山,旗下拥有光纤、紫外、二氧化碳激光打标机、激光焊接机及激光切割机等十大类型三十余种工业设备。公司拥有40余项技术专利,产品广泛应用于汽车制造、3C电子、医疗器械等领域。
针对铜箔及超薄金属材料的精密切割需求,鑫镭激光推出了高精密小幅面金属激光切割机及全自动卷料激光切割生产线等系列设备。设备精选优质激光器,结合自主设计的龙门式数控机床系统与精密滚珠丝杆、直线导轨传动,可实现5mm以下金属材料的高精密切割,具有精度高、速度快、转化率高、免维护、运转成本低等突出优势。
在铜箔切割这一细分领域,鑫镭激光的紫外激光切割机通过355nm“冷光源”与高精度CCD视觉定位系统(定位精度±0.01mm)的结合,实现了±10μm的孔位精度,切割边缘光滑无毛刺、无碳化。其皮秒激光切割技术更将“冷加工”推向极致——超短脉冲在皮秒级释放能量,热影响区小至可忽略不计,无微裂纹,加工面细腻光滑。最新推出的液冷铜基板激光切割机,热影响区可控制在8μm以内,切割后基板平面度<0.02mm,已通过量产验证。
四、应用场景:从锂电池到消费电子
锂电池极耳切割——精确修整负极铜箔集流体边缘,形成整齐极耳,毛刺控制在微米级,保障电池安全。
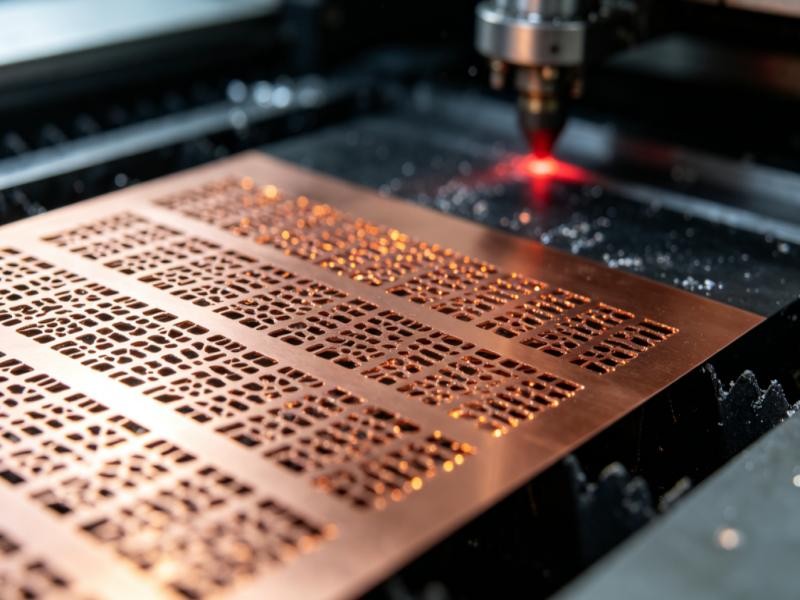
柔性电路板(FPC)加工——对压延铜箔进行精细轮廓切割、开窗、开槽,边缘干净无碳化,不损伤柔性基材。
PCB制造与封装——切割内层铜箔形成特殊形状,或用于封装基板上的超精细铜结构加工。
五、真实案例:验证卓越加工效果
案例一:某新能源电池企业极耳切割项目
该企业为国内头部动力电池制造商,此前采用传统模切方式加工锂电池负极铜箔极耳(铜箔厚度8μm),长期面临毛刺超标(平均25μm以上)、边缘卷边变形等问题,导致电池短路不良率居高不下。引入鑫镭激光高精密紫外激光切割机后,通过355nm冷光源与精密运动平台的协同配合,实现了极耳轮廓的一次性精密切割。经批量验证,切割毛刺稳定控制在10μm以内,边缘无碳化、无熔珠,电池组装良率从92%提升至98.5%,同时省去了模具更换的时间和成本(原模具费用年均超20万元)。该方案已在该企业多条产线稳定运行超过18个月。
案例二:某消费电子FPC制造企业精密加工项目
该企业为全球领先的智能手机FPC供应商,需要在高密度柔性覆铜板(铜箔厚度12μm,PI基材厚度25μm)上进行精细轮廓切割和开窗加工,要求切口光滑、无碳化且不损伤下层PI基材。此前采用的传统紫外激光设备存在热影响区偏大(约25μm)、边缘轻微碳化等问题,影响后续线路良率。改用鑫镭激光皮秒紫外激光切割机后,凭借超短皮秒脉冲的极致冷加工特性,热影响区从25μm缩减至8μm以内,边缘碳化程度低于2μm,PI基材完好率从89%提升至99.2%,单台设备日产能满足30万片FPC的切割需求,客户综合投资回报周期缩短至14个月。
六、常见问题解答(FAQ)
Q1:铜箔激光切割应该选择什么类型的激光器?
A:铜箔切割首选紫外(355nm)激光器。铜对紫外光的吸收率比红外光高10-20倍以上,紫外激光的“冷加工”特性可最大限度减少热影响和边缘碳化。对于厚度极薄(如6-8μm)或对边缘质量要求极高的场景,可选用皮秒紫外激光器,其热影响更小、碳化程度更低。坚决排除红外激光器。
Q2:激光切割铜箔会产生毛刺吗?
A:采用紫外或皮秒激光切割铜箔,切割边缘光滑无毛刺。紫外激光通过“光化学作用”直接破坏材料分子键而非热熔,几乎不产生熔融飞溅。配合精确的激光参数控制(功率、频率、脉宽、速度),可将毛刺稳定控制在10μm以内,满足锂电池、FPC等行业最严苛的要求。
Q3:激光切割铜箔的热影响区有多大?
A:纳秒紫外激光切割铜箔的热影响区可控制在10-20μm;皮秒紫外激光切割可将热影响区进一步缩减至8μm以内,边缘碳化程度低于2μm。极小的热影响区确保了铜箔的电化学性能和材料完整性不受损伤。
Q4:激光切割机可以切割多厚的铜箔?
A:激光切割机可轻松应对6μm至135μm的铜箔切割。对于6μm的超薄铜箔,皮秒紫外激光切割可实现无变形、无毛刺的精密切割。
Q5:激光切割相比传统模切有哪些成本优势?
A:激光切割无需模具,省去模具更换的时间和成本(模具费用常达数万元);非接触加工无工具磨损;通过软件即可瞬间切换切割图形,适应多品种小批量生产。综合评估省模具、省人工、高良率、快换型等效益,投资回报周期通常在1-3年内显现。
七、结语
从动力电池到智能手机,从5G基站到航天卫星,铜箔正在支撑起信息与能源两大核心产业的发展。而一台高性能的激光切割机,正是将铜箔从原材料转化为高价值产品的关键“利器”。鑫镭激光凭借扎实的技术积累、丰富的行业经验和定制化服务能力,正致力于为更多制造企业提供精密、高效、可靠的铜箔激光切割解决方案。
如果您正在寻找铜箔、超薄金属或精密零部件的激光切割设备,欢迎联系鑫镭激光,获取免费打样与定制化方案咨询。
- 上一篇: 已经是第一条
- 下一篇: 紫外激光打标机能在玻璃上刻字吗